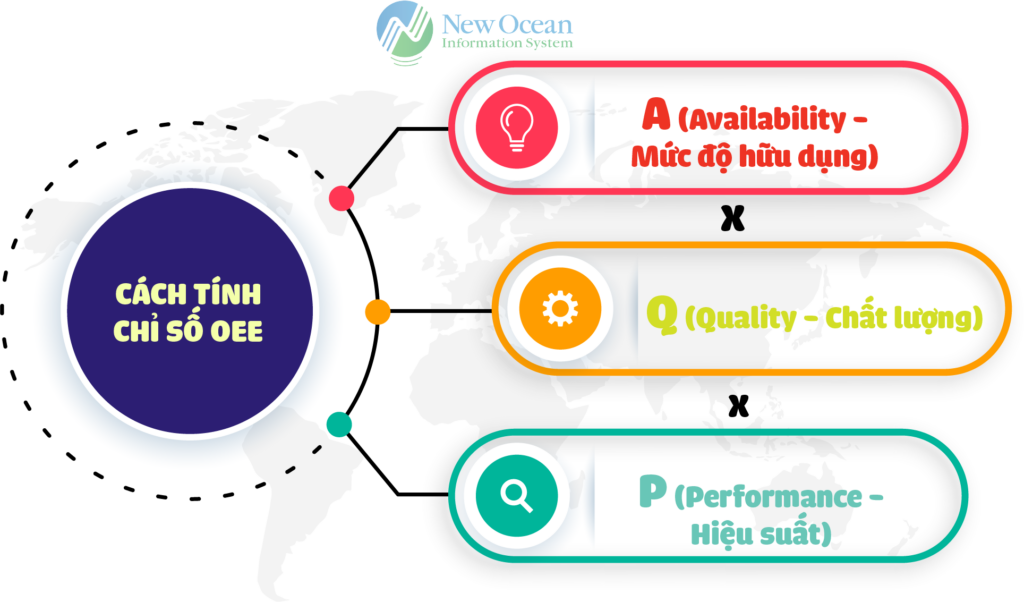
To use the calculation formula for optimal efficiency, users need to understand the meaning and reading of the 3 indexes A, Q, and P. For example:
➡ A = 90%: 90% availability means that the business has utilized 90% of its resources in terms of time, and the remaining 10% is downtime compared to the anticipated operating potential.
➡ Q = 95%: Users can understand the Quality metric in two ways. For every 100 hours of production, 5 hours are wasted due to quality problems. Or for every 100 products produced, there will be 95 standard products and 5 unqualified products.
➡ P = 90%: This value shows that the actual production capacity is only 90% of the designed capacity. Performing the equivalent math, P = 90% also means that in terms of uptime, the machine is performing less than the set target of 10%.
When the OEE result is 100% (Perfect), the machine achieves “perfect” performance: no downtime, quick production, speed, and quality products. Similarly, users can predict the condition of machines when the OEE index reaches the following typical values:
➡ OEE = 85% (World Class): Compared to the 100% mark, 85% is also an “ideal” result that many businesses and factories aim for in their long-term goals.
➡ OEE = 60% (Typical): There are some problems in the factory’s performance that require businesses to quickly find out and fix them to achieve better performance in the future.
➡ OEE = 40% (Low): This is the result of a warning that the production status of the enterprise is having serious problems, it is necessary to find out the cause and how to fix it immediately if you do not want the business situation of the enterprise. business got worse.